
Vid design av plastdelar är delens väggtjocklek den första parametern som ska beaktas, delens väggtjocklek bestämmer delens mekaniska egenskaper, delens utseende, delens insprutningsförmåga och kostnaden av delen.Det kan sägas att valet och designen av delens väggtjocklek bestämmer framgången eller misslyckandet för deldesignen.
En delväggtjocklek måste vara måttlig
På grund av egenskaperna hos plastmaterial och injektionsprocessen,plastdelarnas väggtjocklek måste ligga inom ett lämpligt område, inte för tunt och inte för tjockt.
Om väggtjockleken är för tunn, delarna injiceras när flödet av motstånd, plastsmälta är svårt att fylla hela kaviteten, måste vara högre prestanda injektionsutrustning för att få högre fyllningshastighet och insprutningstryck.
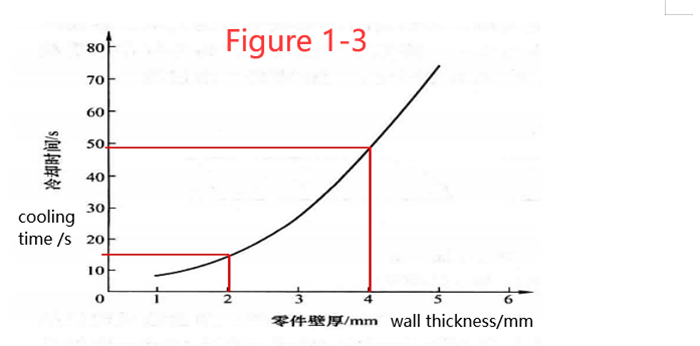
Om väggtjockleken är för tjock, delars kyltid ökar (enligt statistik, delars väggtjocklek ökat med 1 gånger, kylningstiden ökat med 4 gånger), delars formningscykel ökar, delars produktionseffektivitet är låg;Samtidigt är för tjock väggtjocklek lätt att orsaka delar att ge krympning, porositet, skevhet och andra kvalitetsproblem.
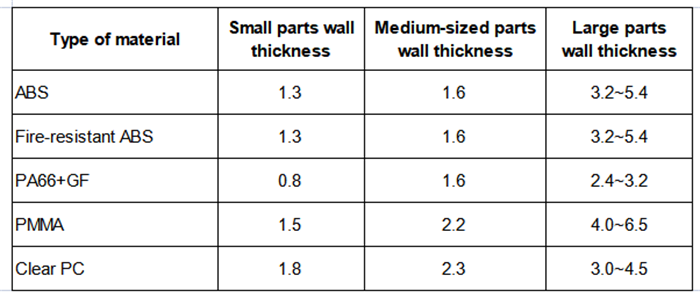
Olika plastmaterial har olika krav på lämplig väggtjocklek på plastdelar, och även olika plasttillverkare av samma plastmaterial kan också ha olika lämpliga väggtjocklekskrav.Vanligt använda plastmaterialdelar med lämpligt väggtjockleksintervall visas i Tabell 1-1.När väggtjockleken på plastdelar närmar sig de övre och nedre gränserna för lämpligt väggtjockleksvärde, bör produktdesignern söka råd från plasttillverkaren.
Tabell 1-1 Val av väggtjocklek för plastdetaljer
(enhet:mm)
Nyckelfaktorer som bestämmer väggtjockleken på plastdelens:
1) Om delens strukturella styrka är tillräcklig.Generellt sett gäller att ju tjockare väggtjocklek, desto bättre hållfasthet på delen.Men väggtjockleken på delarna överstiger ett visst intervall, på grund av krympning och porositet och andra kvalitetsproblem, ökar väggtjockleken på delarna istället för att minska styrkan på delarna.
2) Kan delen motstå utstötningskraften vid gjutning.Om delen är för tunn kommer den lätt att deformeras genom utkastning.
3) Burkens förmåga att motstå åtdragningskraften vid montering.
4) När det finns metallinsatser är styrkan runt insatsen tillräcklig.Allmän metallinsats och det omgivande plastmaterialets krympning är inte enhetlig, lätt att producera stresskoncentration, låg hållfasthet.
5) Delarnas förmåga att jämnt fördela de stötkrafter som de utsätts för.
6) Huruvida hålets styrka är tillräcklig, reduceras hålets styrka lätt på grund av inverkan av smältmärken
7) I förutsättningen att uppfylla ovanstående krav, och formsprutning inte kommer att ge kvalitetsproblem, bör väggtjockleken på plastdelar vara så liten som möjligt, eftersom en tjockare delväggtjocklek inte bara kommer att öka materialkostnaden och vikten av delen, men förlänger också delens formningscykel, vilket ökar produktionskostnaderna.Figur 1-3 visar förhållandet mellan väggtjocklek och kyltid för en ABS-plastdel.
För att säkerställa och förbättra delens styrka tenderar produktdesigningenjörer ofta att välja tjockare delväggar.
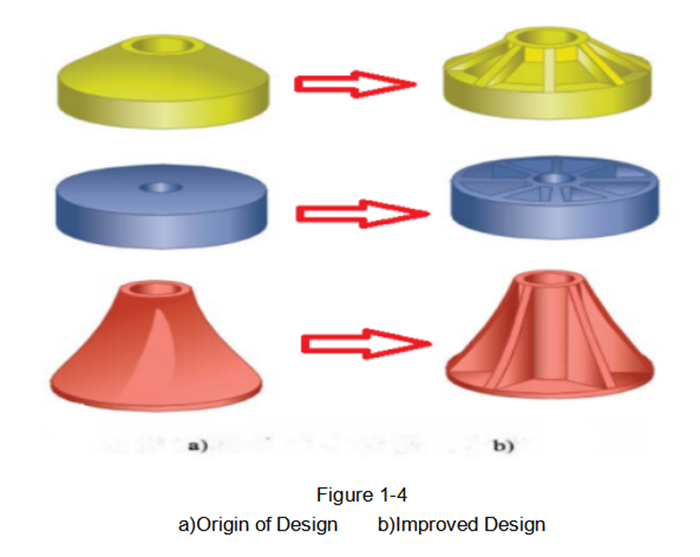
Det är faktiskt inte det bästa sättet att säkerställa och förbättra delstyrkan genom att välja en tjockare delväggtjocklek.Delstyrkan kan förbättras genom att lägga till förstärkning, designa krökta eller vågiga delprofiler, etc. Detta minskar inte bara materialspillet för delen, utan förkortar också delens formsprutningscykeltid.
Enhetlig väggtjocklek på delar
Den mest idealiska väggtjockleksfördelningen av delarna är i valfritt tvärsnitt av delarna med enhetlig tjocklek.Ojämn delväggtjocklek kan orsaka ojämn kylning och krympning av delen, vilket resulterar i ytkrympning av delen, inre porositet, skevhet och deformation av delen, dimensionell noggrannhet är svår att säkerställa defekter.
Exempel på vanliga plastdelar med enhetlig väggtjocklek visas i figur 1-4.
Om delen enhetlig väggtjocklek inte är möjligt att erhålla, då åtminstone måste se till att delen väggtjocklek och tunn vägg vid en jämn övergång, för att undvika skarpa förändringar i väggtjockleken av delen.Snabba förändringar i väggtjockleken på delarna påverkar flödet av plastsmälta, lätt att producera stressmärken på plastens baksida, vilket påverkar produktens utseende;samtidigt lätt att leda till spänningskoncentration, vilket minskar hållfastheten hos plastdelarna, vilket gör det svårt för delarna att stå emot belastningen eller yttre påverkan.
Fyra delar av väggtjockleken för den ojämna väggtjockleksdesignen som visas i figur 1-5.
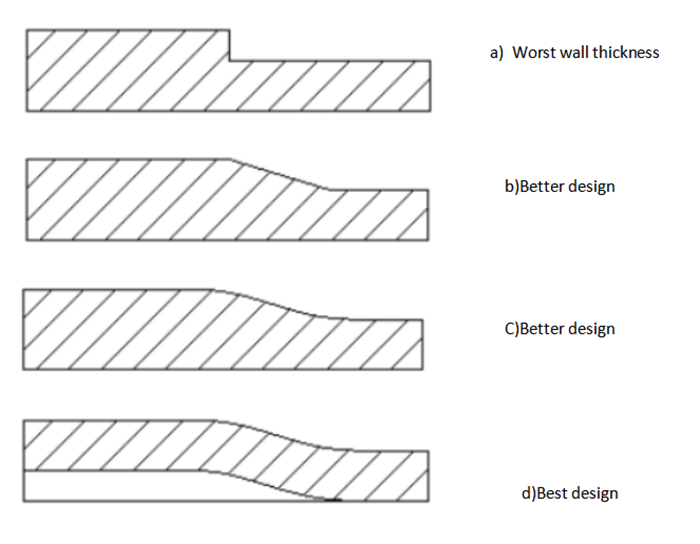
Den sämsta väggtjockleksdesignen visas i a), där det finns en skarp förändring i väggtjockleken på delen;
Bättre väggtjocklek design visas i figur b) och c), väggtjocklek vid den tunna väggen enhetlig övergång, i allmänhet är längden på övergångsområdet tre gånger tjockleken;
Den bästa väggtjockleksdesignen visas i d), inte bara delens väggtjocklek smidig övergång, utan också i delens väggtjocklek med hjälp av den ihåliga designen, inte bara för att säkerställa att delen inte krymper, utan också för att säkerställa styrkan hos delarna.
Fler frågor om plastdelarnas väggtjocklek, kontakta oss gärna påadmin@chinaruicheng.com.
De senaste artiklarna för formsprutning av plast
BEHÖVS HJÄLP?
Posttid: 2022-12-22